CNC Machining Design Guide
Apr 06, 2019

A comprehensive guide to help you achieve the best results for your CNC machined products and components.
Index:
- Introduction
- What is CNC Machining?
- Design Limitations for CNC Machining
- Material Selection
- Surface Finishes
- Quick Tips for Maximizing CNC Machining
Introduction
Though physical parts come to life on the shop floor, the manufacturing process actually begins long before the CNC milling and turning machines are turned on. It all starts with the design process.
Not only is the design process an essential step in coming up with a product or part’s dimensions and structure, but it can actually ease the manufacturing process down the line by accounting for certain limitations inherent in the production technology.
In order to ensure that our clients are getting the most out of our manufacturing services, we’ve compiled a complete design guide for CNC Machining filled with helpful design practices, tips and dos and don’ts.
In the CNC Machining Design Guide we will cover the basics of what CNC Machining is, the process’ design limitations, our specific CNC services, how to choose the best material for your project and more. Our CNC Machining Design Guide can help you not only maximize your product order but also keep costs low.
What is CNC Machining?
In the simplest terms, Computer Numerical Control (CNC) Machining is a subtractive manufacturing technology that produces finished parts by removing layers from a solid block of material, known as a blank. CNC Milling, one of the main types of CNC Machining uses cutting tools that rotate at a rate of several thousand rotations per minute (RPM) to precisely remove material until a net shape is achieved. In addition to milling, CNC Machining can also use lathes and drills to produce parts or features.
As a computer-controlled manufacturing process, CNC Machining produces parts based on a Computer Aided Design (CAD) model that is sent to the CNC Machine via a Computer Aided Manufacturing (CAM) software.
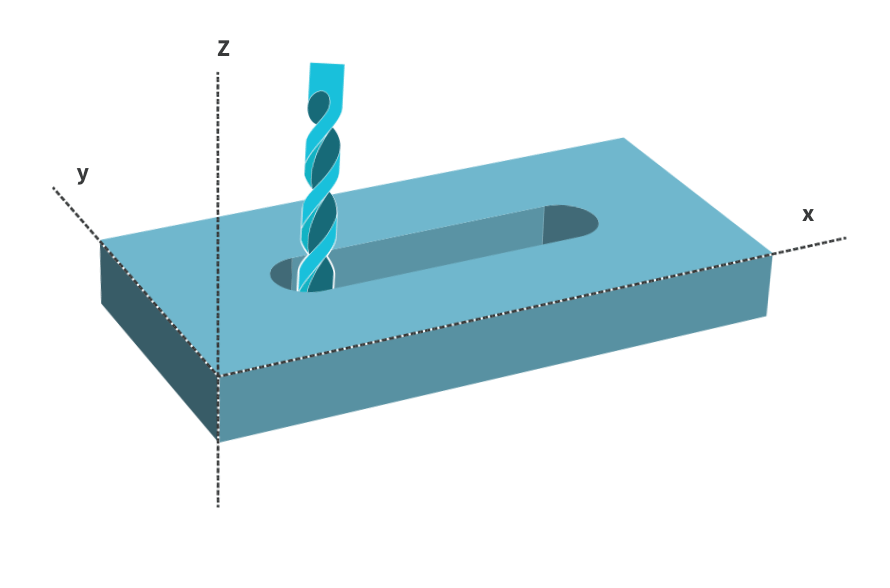
CNC Machines operate on a variable number of axes. A traditional 3-axis CNC machine is able to manipulate and work parts along the three linear axes: X, Y and Z. The technique is most effective for relatively simple, shallow parts. A 5-axis machine is capable of working along the three linear axes as well as around two rotational axes. This enables more complex and deeper cuts to be made, broadening the design potential of parts.
Because of CNC Machining’s precision, speed and automation, it has become one of the most widely used subtractive manufacturing processes. One of the technology’s most common uses is the production of metal prototypes, as it is currently one of the most effective ways to produce small series or one off metal parts. CNC Machining is also highly scalable, meaning it can be used for one-off production and prototyping as well as medium- to high-volume production.
CNC Machining offers a number of advantages to manufacturers, including a high level of automation, excellent reliability, reproducibility and high geometric accuracy. The process also offers a high quality of surface finish for parts and provides good durability.
Despite all these advantages, however, there are certain limitations to CNC Machining. Fortunately, if these limitations are taken into account during the design process, production times and costs have the potential to be reduced and the manufacturing process can be optimized.
Design Limitations for CNC Machining
CNC Machining is a popular manufacturing process because of its ability to produce a broad variety of parts, ranging from simple shapes to complex structures. Like every manufacturing technology, however, CNC Machining does come with some design limitations. We’ve broken them down below to ensure that your product is optimally designed to meet our CNC Machining’s capabilities.
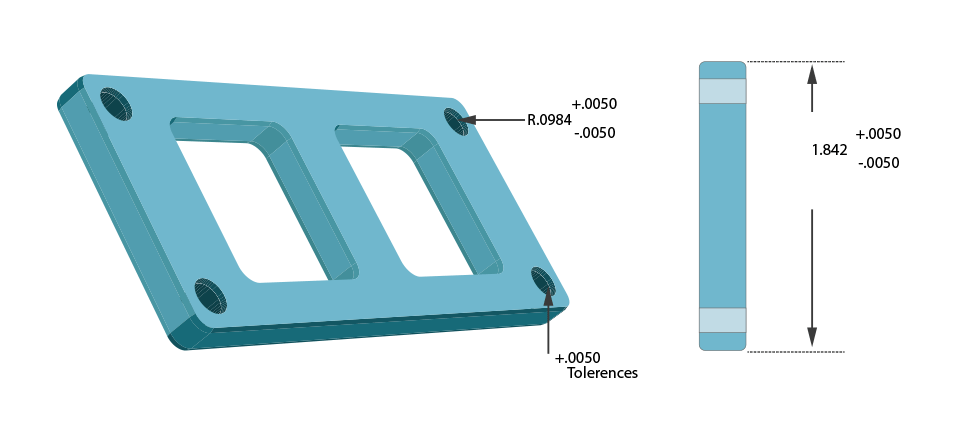
Tolerances
When submitting a design for production, it is helpful to include a tolerance, or the acceptable range for a part’s dimensions. Tolerances must be determined to meet the required functionality of a given part.
Though CNC Machining is capable of achieving extremely tight tolerances, it is important to keep in mind that tolerances tighter than our service’s standards can often incur longer production times and higher costs.
If no specific tolerances are indicated on the product’s design, China Medical CNC Machining Inc. maintains a standard tolerance of +/- -.005” for metal parts and +/-.010” for plastic parts. Tighter tolerances are possible, though can be more time consuming to achieve as RPM rates must be decreased to account for the higher precision.
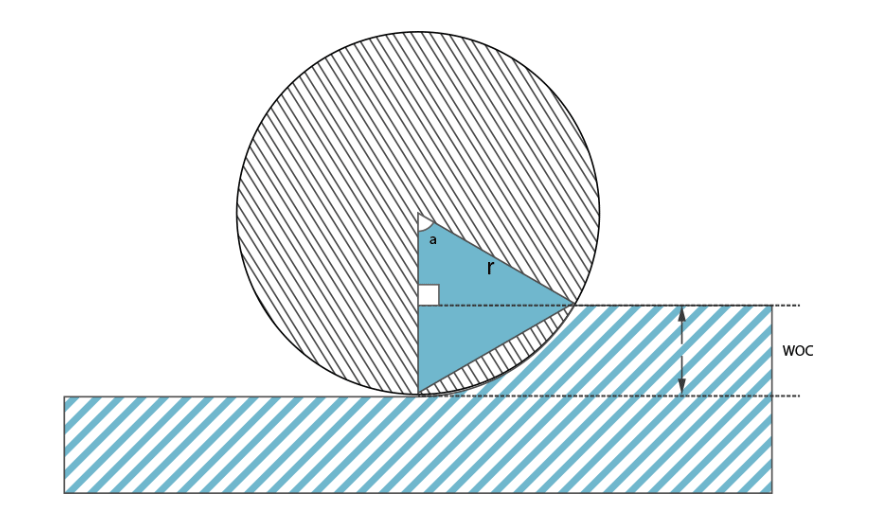
Angles
With CNC milling, it is important to note that all interior vertical edges or walls will have a radius, rather than a right angle. This is because the cutting tools used in CNC milling are cylindrical, meaning they can not produce a straight edge. This type of angle is called an inside corner fillet.
When designing a part, taking the inside corner fillets into account can result in a more efficient production process. For instance, it is advisable to specify a non-standard radius to allow the cutting tool the freedom to cut and turn the corner without having to stop and reposition. Additionally, fillets with a larger radius are faster and cheaper to mill than smaller radii.
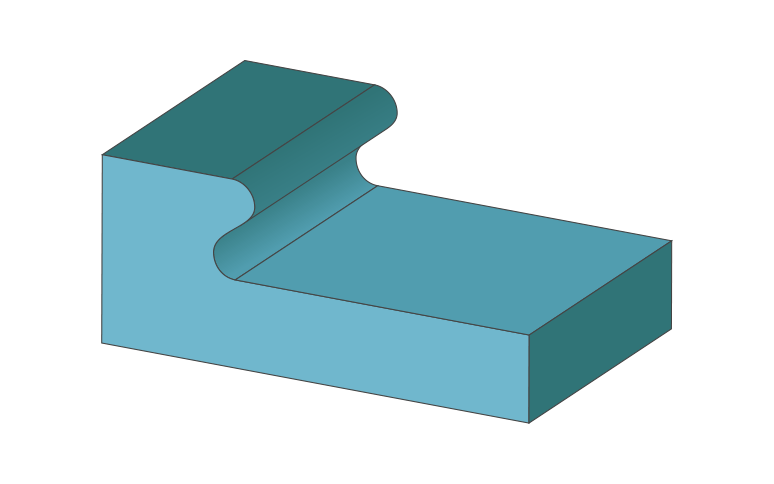
Undercuts
As features that cannot be produced using a standard milling tool, undercuts present a number of challenges when CNC Machining and should, if possible, be avoided. For one, if an undercut geometry does not have standard dimensions, it will require the production of a custom machining tool to produce, which will increase machining time and costs significantly. Therefore, if an undercut feature is necessary in your part, ensure that it has standard dimensions.
Second, because CNC tools are limited in length, undercuts should not be made too deep. Undercuts that are too deep or placed in a hard-to-reach area will be impossible to produce as the CNC tools will not be able to access them.
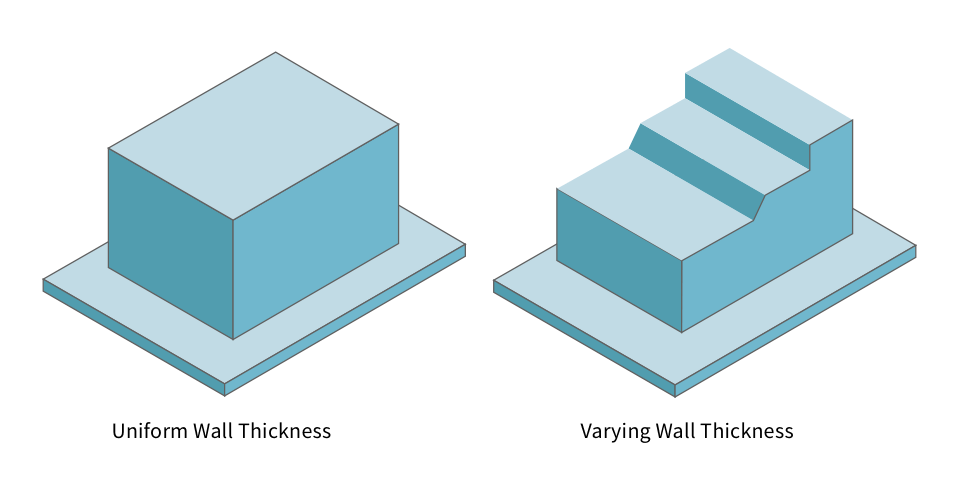
Wall Thickness
With CNC Machining, as with other manufacturing processes, it is important to ensure that your part design complies with minimum wall thicknesses. Generally, it is advisable to opt for the thickest possible wall thickness and to avoid very thin walls or features. This is because thin or fine features are susceptible to vibrations caused by the CNC tools, which can cause breaks or damage.
A standard minimum wall thickness for CNC Machined metals is 0.030” (~0.76 mm) and 0.060” (~1.5 mm) for plastics.
Threads
Once a part has been machined to its specified dimensions and form, it is possible to add threads using cut taps, form taps or thread mills. When designing your part, it is helpful to choose the largest thread size possible, as smaller taps have a higher risk of breaking during production.
If possible, also avoid deep threads, as deep holes in your part can incur higher production costs (if a custom tool is necessary). Similarly, sticking to custom thread sizes in your part’s design can help keep costs and production time down.
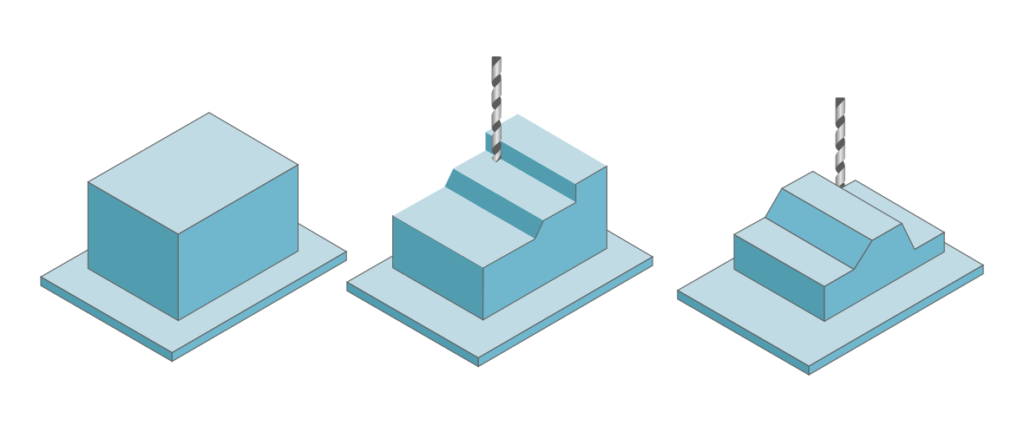
CNC Milling
At China Medical CNC Machining Inc., we offer a range of CNC Machining services, including one of the most common CNC processes: CNC Milling. In the CNC milling process, a material blank is mounted onto the machine bed, where rotational cutting tools, such as endmills, cut away at the raw material. These tools rotate at extremely fast rates of thousands of rotations per minute (RPM) to remove material resulting in a final part.
To make the CNC milling process as efficient as possible, the initial material to be removed is cut away by larger tools at a higher RPM rate. This enables the quick removal of the bulk of the material. When the part is nearly cut to shape, higher precision tools with fewer RPM come in to finish the part.
Once the part has successfully been cut to size, it is carefully inspected to ensure that required tolerances are met and that the quality is up to standard. From there, the part can be post-processed and delivered to the client.
Quick tips for CNC Milling
- Stick to rounded internal corners: because CNC milling uses round rotational tools, it is impossible to create a sharp internal angle.
- Use the largest radii possible: the larger the cutting tool used, the more quickly material can be removed. Ensuring that the largest possible internal radii is integrated into the design will facilitate the milling process.
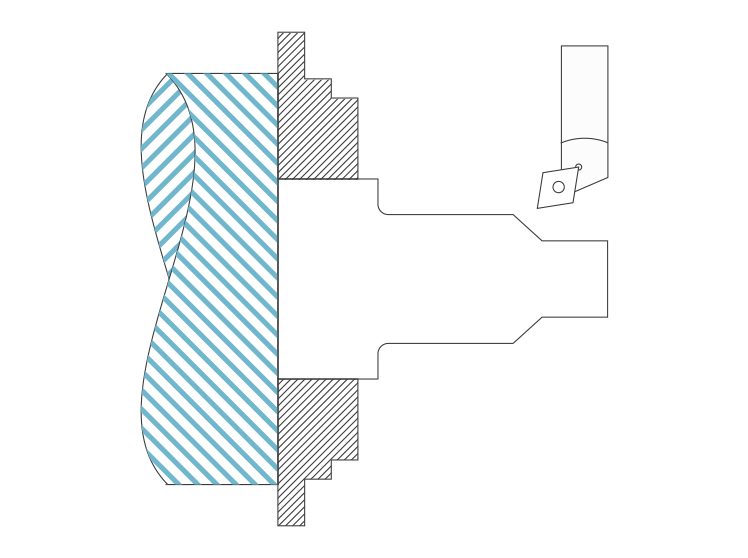
CNC Turning
In the CNC Turning process, a material blank is mounted onto a rotating chuck, which moves the part as stationary cutting tools do their work. CNC Turning is well suited for producing parts with symmetry along their central axis and is often faster and cheaper than CNC milled products.
CNC Turning tools, or lathes, remain stationary as the raw material is rotated at high speeds, coming into contact to precisely remove material until a final geometry is achieved. Because of the nature of CNC Turning, the process is mostly used to produce cylindrical parts, however it is also possible to produce non-cylindrical profiles using multi-axis CNC turning and milling systems.
Quick tips for CNC Turning
- Stay away from sharp internal angles: like CNC Milling, CNC Turning is capable of producing rounded corners, both externally and internally.
- Symmetrical, but not too thin or long: if a part design is too long or thin, the rotation during production can become unstable causing manufacturing problems.
Material Selection
As a subtractive manufacturing process, CNC Machining builds parts from a block of raw material—either metal or plastic. This block is known as a material blank. No matter what material you are working with, choosing the right dimensions of material blank is crucial before the production process. Generally, it is wise to choose a blank that is at least 0.125” (~0.3 cm) larger in each dimension than the final part’s dimensions, to account for any inconsistencies in the raw material. At the same time, it is important not to use too big of a blank, to minimize material waste.
Another crucial thing to keep in mind before ordering your CNC machined part is that your material selection will impact production time and cost. This is because certain materials have better machinability than others, meaning they are easier and faster to process. The faster machining rates ultimately translate to lower production costs.
Metals
As a general rule, metals that are highly ductile are easier to machine, as the CNC mills can cut them more easily and achieve higher RPM rates. Brass, for instance, is one of the easiest metals to machine because of its good malleability. Aluminum alloys are also well suited for CNC Machining and result in fast production times.
Steel, on the other hand, is a strong metal that has a far lower machinability rate than aluminum, meaning that production rates will be slower and higher in cost. It is important to keep in mind, however, that different grades of steel have different machinability levels depending on their carbon content. Steels with with very low and very high carbon contents are typically challenging to machine.
For instance, Stainless steel 304, which has a relatively low carbon content, is difficult to machine as it becomes gummy and hardens too quickly. Additives such as sulphur and phosphorus can make stainless steel easier to machine, as shown with the better machinability of Stainless Steel 303.
To put the machinability of these metals into perspective, carbon steel typically takes four times longer to machine than aluminum, while stainless steel can take double that amount of time.
At China Medical CNC Machining Inc. we offer the following metal alloys for CNC Machining:
ALUMINUM
- 6061 T6
- 7075 T651
- 5052
- 2024
- 1060
- LY12
- 2A12
- 1100
- 3003
- 3004
- 5083
- 5754
- 6082
- 6063
- 6083
- 7050
- 5A12
- 5A02
BRASS
- Brass C360
- Brass 260
- C932 M07 Bearing Bronze
COPPER
- Copper H62
- Copper H65
- Copper H70
- Copper H80
- Copper H90
- Copper alloy special
Polymers
Though it is possible to machine thermoplastics, the material properties of polymers can present challenges with CNC Machining. For one, because of poorer thermal conductivity rates, many thermoplastics melt or warp when they come into contact with CNC mills or drills. Still, for parts that do not require the strength and rigidity of metals, thermoplastics can offer a less expensive alternative.
Within the scope of thermoplastics, Delrin (POM), high-density polyethylene (HDPE) and ABS have good machinability. Though popular for their strength and durability, materials such as PEEK, Ultem, Nylon and many composites are more challenging to machine.
At China Medical CNC Machining Inc. we offer the following thermoplastics for CNC Machining:
ABS
- ABS Beige
- ABS Blue
- ABS Black
- ABS Flame Retardant
- ABS Transparent
- ABS Special
ACRYLIC
DELRIN
- POM White
- POM Black
- POM Special
HDPE
NYLON
CNC Machining Surface Finishes
The final step in the CNC Machining process is post-processing. At China Medical CNC Machining Inc., we offer a number of surface finishing treatments to complete your final parts and bring them up to your specific requirements. It should be noted that with CNC Machining, post-processing is optional, as the quality of machined parts is already high (see As-milled).
Anodization (Type II or Type III)
Anodization provides excellent corrosion resistance to machined parts, improving the hardness and wear-resistance of the surface while dissipating heat. Anodization is the most common surface treatment for painting and priming as it provides a high quality surface finish. China Medical CNC Machining Inc. offers two types of anodization: Type II, which is corrosion resistant; and Type III, which is thicker and adds a wear-resistant layer. Both anodization processes allow for a broad range of color finishes.
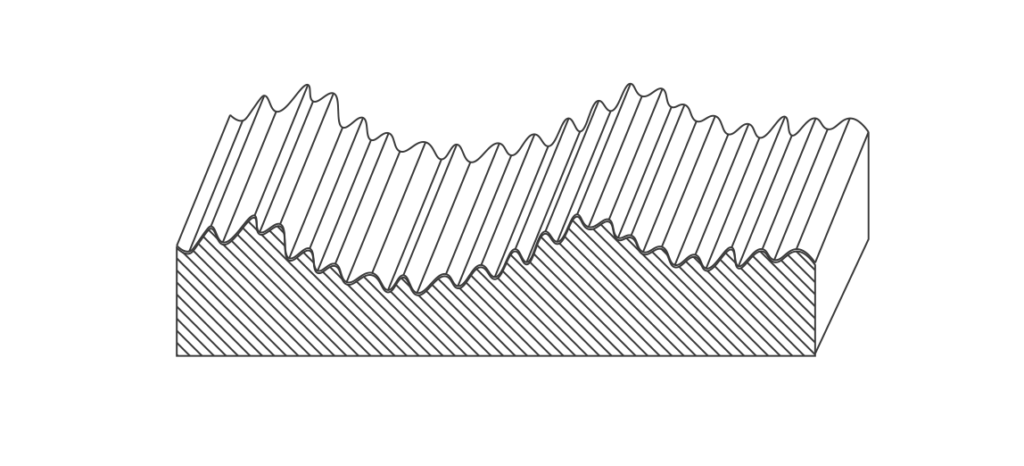
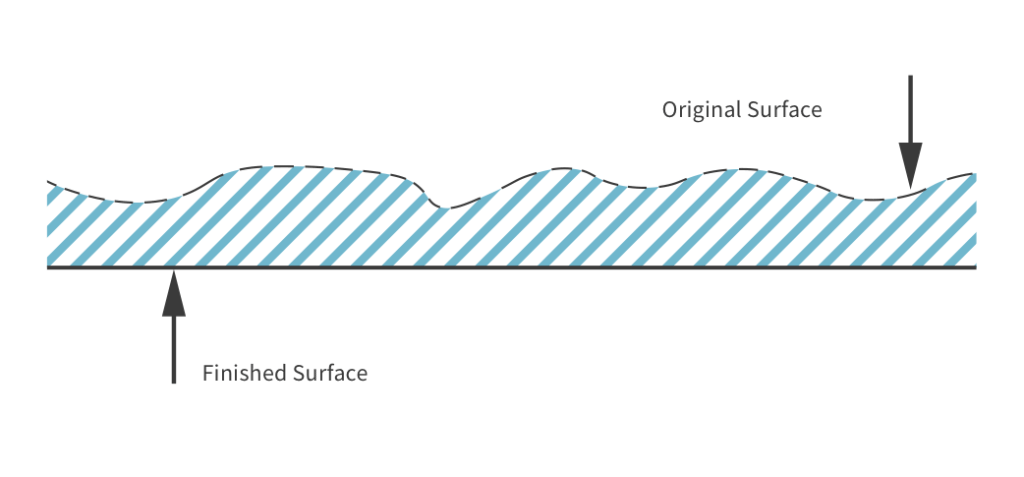
As-Milled
As-milled surface finishes, which does not entail a post-processing treatment, offer the fastest turnaround for parts. The surface finish of an as-milled part is comparable to 125 µin Ra, while the requirements can be increased to 63, 32, or 16 RA µin. Minor tool marks might still be visible on the final part.
Powder Coating
In the powder coating process, powdered paint is sprayed directly onto the machined part. The coated part is then baked in an oven, forming a durable, wear-resistant and corrosion-resistant layer. A wide variety of color options are available in the powder coating process.
Bead Blast
Bead blasting consists of blowing small glass beads against the surface of the machined part in a controlled manner. This technique results in a smooth surface with a matte texture. In bead blasting, various materials—such as sand, garnet, walnut shells and metal beads—are used to clean parts or prepare them for subsequent surface treatments.
Quick Tips to Maximize your CNC Machined Product
Keep it simple
If possible, keeping a part design as simple as possible will often result in faster production times and therefore lower costs. This is because the creation of complex structures and surfaces uses many small cuts, which take longer to execute than simpler, larger cuts on planar surfaces.
Minimize tool changes
Following on the keep it simple tip, making sure that your part design integrates consistent dimensions for internal corner radii and holes can drastically cut down on machining time. In other words, using the same dimensions where possible will reduce the number of tool changes needed and every tool change tacks on extra time and costs.
Choose materials wisely
As stated earlier in the guide, material selection can have a big impact on CNC Machining production times and costs. If possible, choose a material with good machinability, such as brass or aluminum. For applications where the rigidity and strength of metals are not required, CNC machining a plastic material can also help bring costs down, as the material blanks are cheaper.
Consider tolerances and wall thicknesses
With CNC Machining, higher tolerances and thinner walls often entail higher costs, because of the time associated with achieving higher precision cuts. If your product or part has an allowable tolerance range, opt for the lower tolerance to reduce production time and costs. The same goes for wall thicknesses: where possible, choose the larger wall thickness allowance.
Stick to one surface finish
The last stage of the CNC Machining process, surface finishing, can also affect the cost of your overall project. Choosing a single surface for your part or product can lead to better time and cost efficiency. If more than one finish is necessary, it is still helpful to minimize the number of different surface treatments required.