5 Design Mistakes People Make When CNC Machining
Dec 10, 2019

Mistakes are easy to avoid — if you know how to spot them. This article outlines common mistakes made during CNC part design, from overcomplicating the design to creating structurally fragile parts.
CNC machining is a versatile and reliable manufacturing process for prototypes and end-use parts. It is compatible with a range of metals and plastics, and machined parts are generally strong and durable, since they are cut from a solid block of extruded material.
Many engineers and product designers are familiar with CNC machining. They might even design parts exclusively for CNC. However, even the most experienced professionals don’t always get it right when designing for manufacturability. CNC machines have unique advantages and disadvantages, and designers must learn to work with both the good and bad aspects of the equipment in order to make the best possible parts. Failure to do so can lead to badly made parts — or worse, total failure.
There are several rules to follow when designing parts for CNC machining, and these are outlined in our guide, How to Design Parts for CNC Machining. That guide suggests how you should go about designing parts for CNC. But what shouldn’t you do? These are some of the most common mistakes designers make when creating parts for CNC.
1. Overcomplicating the design
One of the most fatal (but easily avoidable) mistakes made by designers is overcomplicating the design. CNC machines are highly effective manufacturing tools, but they are most efficient and reliable when producing simple shapes. Failure to adequately simplify a part can increase lead times and costs, and can even increase the chance of part failure.
So what kind of complexities should one avoid? To understand the importance of simplifying a design, one should think logically about how a typical CNC machine works.

With a standard 3-axis CNC mill, the workpiece is held in place as the machine tool cuts away material on one side. If the other side must also be machined, the operation must be paused and the workpiece rotated. However, clever part design can often eliminate the need for multiple setups. Keeping things simple often involves restricting features to one side of the part.
Things can get overcomplicated in other ways too. Designers sometimes think it will be simpler, faster and cheaper to machine a one-piece part containing all the required features. In reality, it’s often simpler to split a component into multiple parts and later fasten them together. Overly complex features that require time-consuming precision milling should also be simplified where possible.
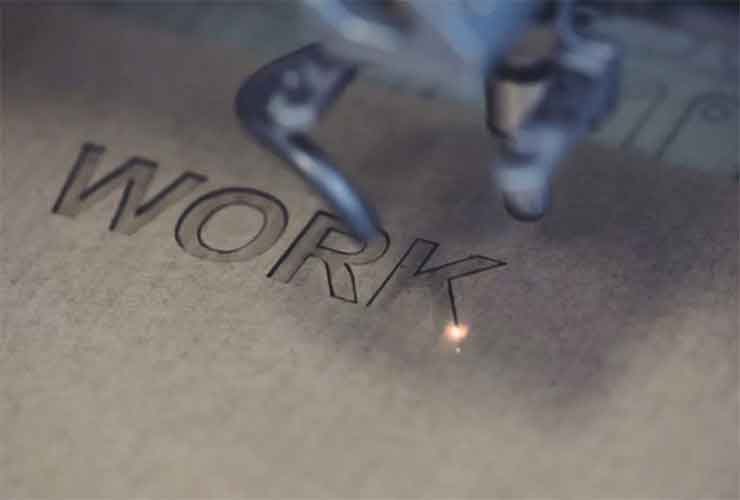
2. Adding machined text
CNC mills are perfectly capable of engraving text, symbols or logos onto a part. The computer control guarantees a high level of precision, and the results are usually visually satisfying. However, letting the CNC machine take care of text can be a colossal waste of time — and money.
In most cases, you’ll need a separate cutting tool for the text, which adds significant time to the project. Moreover, there are much faster ways of adding text to a part once the machining is complete. (Laser marking, for example.) Designers should therefore avoid the temptation to incorporate text into the digital design that will be sent to the CNC machine.
If text absolutely has to be CNC machined, then it is far more efficient to incorporate engraved text than embossed text. In the CAD software environment, there seems to be little practical difference between engraved and embossed text. In the machine shop, however, embossed text demands that the CNC machine remove millimeters of material all across the surface of the part. This takes much longer than engraving, which only involves milling the individual characters.
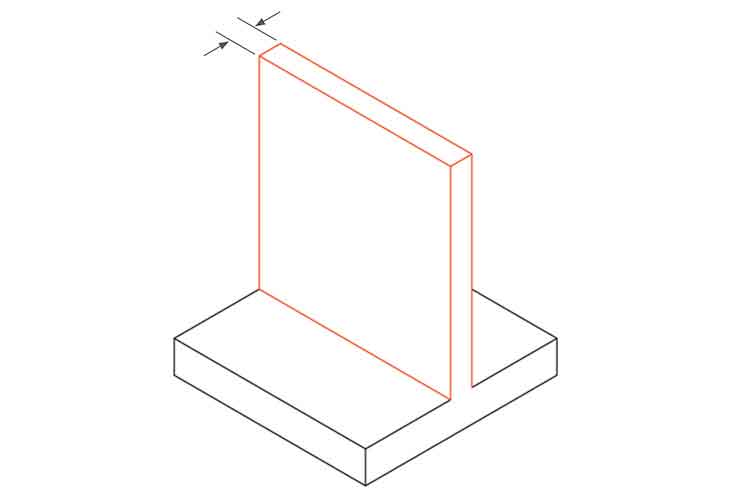
3. Making walls too thin
Given that wall thicknesses are one of the most discussed aspects of CNC part design, you might assume that nobody makes the mistake of designing overly thin walls. But you’d be wrong: one of the most common causes of part failure for CNC machinists is a lack of adequate wall thickness.
One of the contributing factors to this common mistake is designers’ natural tendency to minimize material usage. This is a good instinct to have, since using surplus material increases lead times and costs. But skimping on wall thickness — designing metal walls that are less than half a millimeter thick, for example — can lead to warping and part failure.
Some of the confusion around wall thickness requirements stems from the variation in materials used for CNC machining. A part design with wall thickness of around 0.8 mm would be feasible for machining in aluminum but would be highly risky to machine in ABS. It is therefore critical to know and understand the materials that will eventually be used for the part — even during the early stages of design.
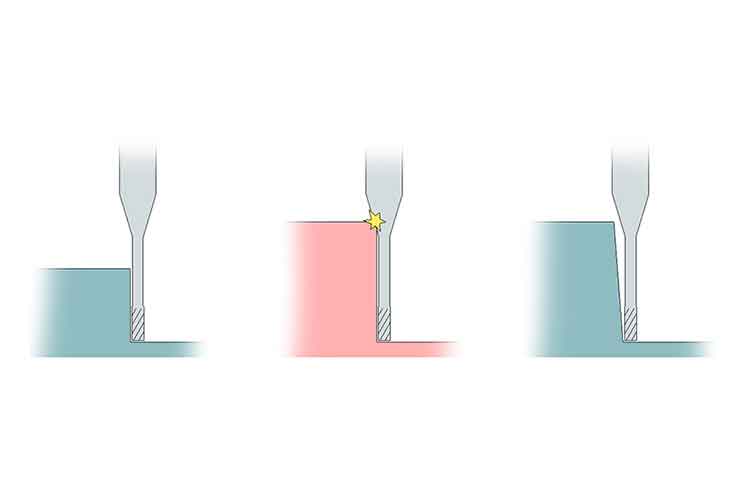
4. Incorporating cavities too deep
Another common mistake made by designers concerns cavities in CNC parts. When designing cavities on a computer screen, it is easy to forget the mechanical operation that will eventually be used to create those pockets of space. After all, cutting tools are of finite length, which limits the depth to which cavities can be accurately made.
Defects can occur when designers break the rules of thumb around cavities. In general, end mill cutting tools should not be used to create cavities deeper than four times their own diameter. Deeper cavities require specialist cutting tools, but these should be avoided if possible to reduce lead times.
Similar limitations apply to holes and threads, so designers should familiarize themselves with the limitations and possibilities of the machining equipment during the design stage.
5. Switching from one process to another
Over the end-to-end production cycle of a product, different manufacturing technologies may be used to create early-stage prototypes, mechanical prototypes and end-use parts. For example, 3D printing may be used for the conceptual prototype of a part, and CNC machining may be used for production.
A common mistake made by designers is a failure to adequately plan for this transition between technologies during the design stage. If a 3D printed prototype is required, it may be necessary to abandon certain CNC design rules in favor of additive-friendly practices. Conversely, when the final CNC part is required, design rules for CNC must be reinstated.
It can be tempting to treat the part design as sacred, making only minimal adjustments when necessary. However, with all this switching between manufacturing technologies, it is essential to respect and prioritize the manufacturing technologies first and foremost. Part design can be compromised, but the mechanical limitations of a CNC machine are fixed and unalterable. Sometimes that means starting a design from scratch in order to make it machinable.
Share on social media...
Get Your Parts Into Production Today
Only 4 simple steps to complete your project. Follow the instruction and give it a try!

Upload Files


Get Quotation

Place an Order

Start Production
Latest news and stories

Understanding Plastic Fabrication Processes: A Complete Guide
Plastics are versatile materials with plenty of polymer options. They are among the most common […]

Ceramic CNC Machining: Another Option for Custom Manufacturing
It could be quite a cumbersome task to choose the best material for your manufacturing […]

The Overmolding Design Guide You Must Never Forget
Overmolding is an injection molding process where you cast a layer of resin (usually a […]